

以下是:淮北市相山区专业销售方管-省心的产品参数【恒鑫达】为您提供濉溪方矩管、直缝焊管欢迎来厂考察、烈山方矩管、直缝焊管一周内发货、杜集方矩管、直缝焊管产地直供等多元产品与服务。专业销售方管-省心,恒鑫达钢管(淮北市相山区分公司)专业从事专业销售方管-省心,联系人:周金福,电话:【17768165506】、【17768165506】,以下是专业销售方管-省心的详细页面。 安徽省,淮北市,相山区 相山区是全国社区建设示范城区,全国文明卫生城市,是园林城市,第二批节水型社会建设达标县(区)。
想要探索专业销售方管-省心的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。以下是:淮北相山专业销售方管-省心的图文介绍淮北相山恒鑫达钢管有限公司始终秉承“责任、诚信、创新、共赢”的核心价值观,遵循“优质、准点、、文明、”的方针,本着“始于用户需求、高于用户期望”的服务理念,为用户提供的 方矩管,直缝焊管和服务,帮助用户和员工实现价值的同时,积j i回报社会,追求企业与环境和谐持续发展,助推 方矩管,直缝焊管行业发展,履行一个企业的社会责任。
如何从方矩管道中去除石油呢?今天我们将介绍一下常用的脱油方法。碱清洗:一种基于碱化学作用的清洗方法因其使用简单、价格低廉、易于获得原料而得到广泛应用。由于碱洗工艺依赖于皂化、乳化等功能,不能使用单一的碱来达到上述性能。通常使用多种成分,有时添加表面活性剂等添加剂。皂化程度由碱度决定,高碱度可降低油与溶液的表面张力,使油易于乳化。另外,经过碱洗后,可以去除残留方矩管表面的清洗剂。表面活性剂清洗:表面活性剂具有表面张力低、润湿性好、乳化性好等优点,是一种广泛应用的脱油方法。通过表面活性剂的乳化作用,在油水界面上形成一定强度的界面膜,改变界面状态,使油颗粒分散在水溶液中,形成乳液。或通过表面活性剂的溶解,使不溶于水的油垢在方管中溶解于表面活性剂胶束中,从而将油垢转移到水溶液中。
方矩管在淬火处理时,应该注意:细长管材应尽量在盐浴炉或井式炉中垂直吊挂加热,以减少由于自重而引起的变形。截面大小不同的管件在同一炉中加热时,小件应放在炉膛外端,大小件分别计时小件先出炉。每次装炉量要与炉子的功率相适应,装炉量大时易压温,加热时间需延长。方矩管淬水或盐水的工件,淬火温度取下限,淬油或熔盐的工件,淬火温度取上限。行双介质淬火时,在 种淬火介质中停留的时间按前述三种方法控制,从 种淬火介质移入第二种淬火介质的时间应尽量短,以0.5-2s为宜。对表面不允许氧化、脱碳的管材,应在经过校正的盐浴炉或保护气氛炉中加热。如条件不具备时,可以在空气电阻炉中加热,但需采取防护措施。
方矩管垂直浸入淬火介质后,不作摆动,只作上下移动,并停止淬火介质的搅动。当管件硬度要求高的部位冷却能力不足时,可在整体浸入淬火介质的同时,对该部位再实施喷液冷却,以提高其冷却速度。必须放在有效加热区内,装炉量、装炉方式及堆放形式均应确保加热温度均匀一致,且不致造成畸变和其他缺陷。在盐炉中加热时,不要靠电极太近,以防局部过热,距离应在30mm以上。与炉壁的距离以及浸入液面以下的深度,都应在30mm以上。分级淬火时,可适当提高淬火温度,以增加方矩管奥氏体的稳定性,防止其分解为珠光体。结构钢及碳素钢可以直接装入淬火温度或比淬火温度高20-30℃的炉中加热。高碳高合金钢应在600℃左右预热后,再升至淬火温度。要求淬硬层较深的管材,淬火温度可适当提高,要求淬硬层较浅的可选取较低的淬火温度。方矩管冷却水中不得有油、肥皂液等脏物。一般情况下,水温不超过40℃,油温不超过80℃。
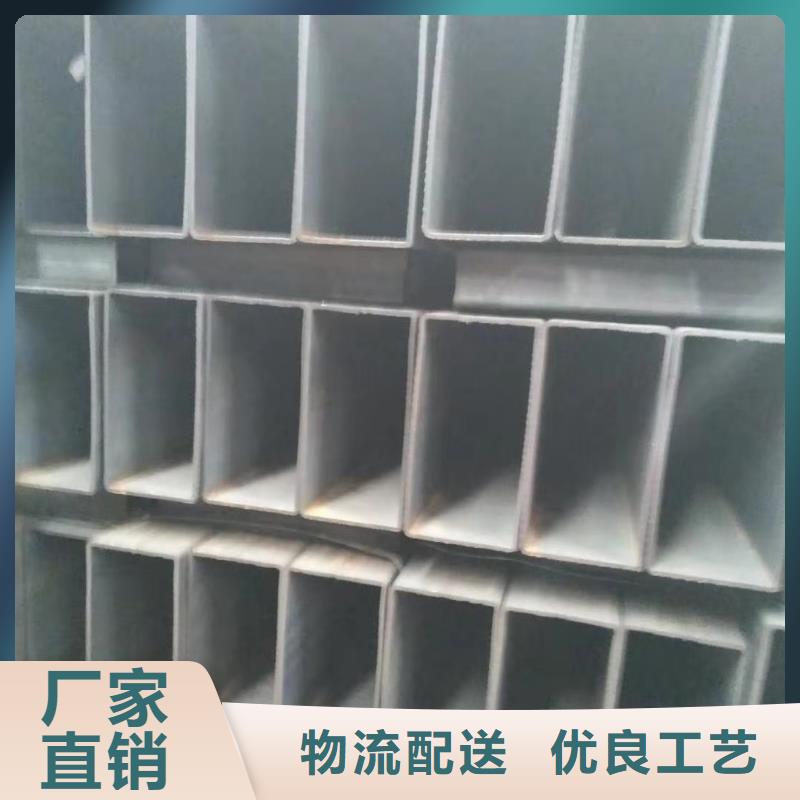
方矩管的长度一般是几米呢?目前方矩管在进行交货的时候都是采用散尺交货,一般长度都会在6-12米之间无缝方矩管的定尺长度通常为6-12米之间;焊接方矩管的定尺长度为6-12米之间,长可做到21米;镀锌方矩管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多,但是很多用户为了运输方便及将来焊接方便都会要求定尺交货,目前不管是焊接方矩管还是无缝方矩管都是可以按照用户的要求进行定尺交货的。
磷化是一种化学与电化学反应形成磷酸盐转化膜的过程,所形成的磷酸盐转化膜简称为磷化膜。它可以发挥很大的作用,可提高方矩管的防锈能力。我们在对方矩管进行磷化处理时, 使溢流水洗,以保证方矩管充分清洗干净,减少串槽现象。溢流时应该从底部进水,对角线上部开溢流孔溢流。对于任何一种磷化液都会或多或少产生沉渣,应在工艺予设计时注明设有磷化除渣装置。特别是对方矩管进行喷淋磷化时,除渣装置必不可少,典型的除渣装置有:斜板沉淀器、高位沉淀塔、离心除渣器、纸布袋滤渣等都可供选择。各个工序间的间隔时间如果太长,会造成方矩管在运行过程中二次生锈。特别是有酸洗工艺时,酸洗后管材极易在空气中氧化生锈泛绿, 设有工序间水膜保护,可减少生锈。而间隔时间短,不能完全有效的沥干水分,产生串槽现象,甚至槽液遭到破坏。所以,在考虑方矩管的工序间隔时,应根据情况选择一个恰当的间隔。
方矩管在淬火处理时,应该注意:细长管材应尽量在盐浴炉或井式炉中垂直吊挂加热,以减少由于自重而引起的变形。截面大小不同的管件在同一炉中加热时,小件应放在炉膛外端,大小件分别计时小件先出炉。每次装炉量要与炉子的功率相适应,装炉量大时易压温,加热时间需延长。方矩管淬水或盐水的工件,淬火温度取下限,淬油或熔盐的工件,淬火温度取上限。行双介质淬火时,在 种淬火介质中停留的时间按前述三种方法控制,从 种淬火介质移入第二种淬火介质的时间应尽量短,以0.5-2s为宜。对表面不允许氧化、脱碳的管材,应在经过校正的盐浴炉或保护气氛炉中加热。如条件不具备时,可以在空气电阻炉中加热,但需采取防护措施。
方矩管垂直浸入淬火介质后,不作摆动,只作上下移动,并停止淬火介质的搅动。当管件硬度要求高的部位冷却能力不足时,可在整体浸入淬火介质的同时,对该部位再实施喷液冷却,以提高其冷却速度。必须放在有效加热区内,装炉量、装炉方式及堆放形式均应确保加热温度均匀一致,且不致造成畸变和其他缺陷。在盐炉中加热时,不要靠电极太近,以防局部过热,距离应在30mm以上。与炉壁的距离以及浸入液面以下的深度,都应在30mm以上。分级淬火时,可适当提高淬火温度,以增加方矩管奥氏体的稳定性,防止其分解为珠光体。结构钢及碳素钢可以直接装入淬火温度或比淬火温度高20-30℃的炉中加热。高碳高合金钢应在600℃左右预热后,再升至淬火温度。要求淬硬层较深的管材,淬火温度可适当提高,要求淬硬层较浅的可选取较低的淬火温度。方矩管冷却水中不得有油、肥皂液等脏物。一般情况下,水温不超过40℃,油温不超过80℃。
选购专业销售方管-省心来淮北市相山区找恒鑫达钢管(淮北市相山区分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:周金福-【17768165506】,地址:[静海区大邱庄镇静王路500米]。












