
以下是:九江市德安县珩磨管质量保真的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 珩磨管质量保真供应范围覆盖江西省、九江市、德安县、庐山市、浔阳区、武宁县、修水县、永修县、星子区、都昌县、湖口县、彭泽县、瑞昌市、共青城市等区域。 【九冶】为您提供瑞昌精密管48小时发货、彭泽精密管工期短发货快、湖口精密管精选厂家好货、永修精密管标准工艺等多元产品与服务。在九江市德安县本地采买珩磨管质量保真到九冶管业(九江市德安县分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李经理-【0527-88266222】。 江西省,九江市,德安县 德安县,隶属江西省九江市,地处江西省北部,九江市南部,东接共青城市,南邻永修县,西毗武宁县,北接瑞昌市、柴桑区,全县总面积863平方千米。截至2018年末,德安县辖8个乡、5个镇、1个国营林场、1个园艺场,81个行政村,12个社区,1个居委会。截至2020年11月,德安县常住人口为16.7万人。
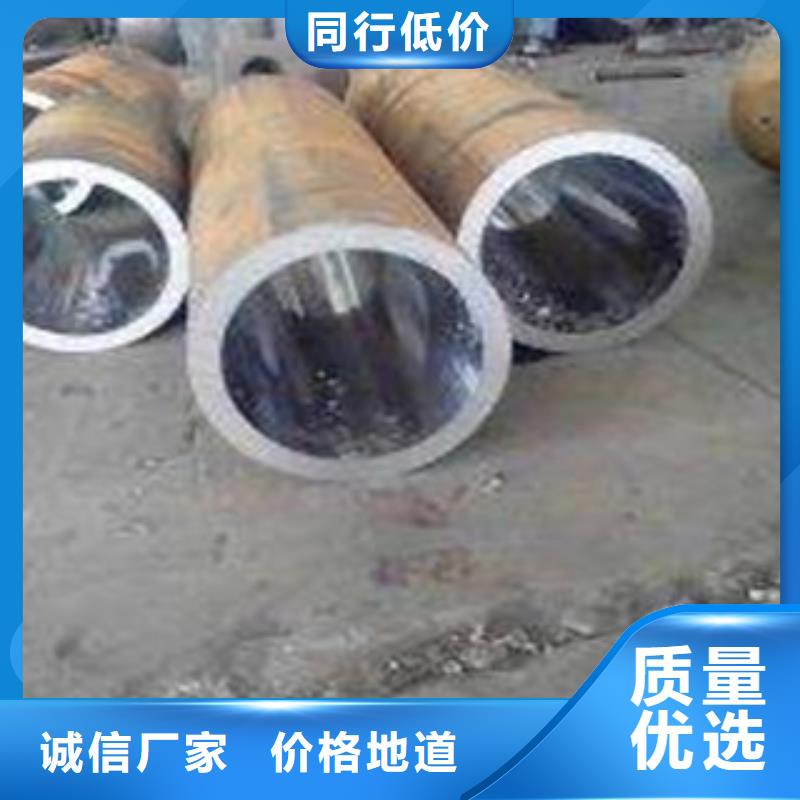
一分钟的时间,对于了解我们的珩磨管质量保真产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。以下是:九江德安珩磨管质量保真的图文介绍珩磨管是通过珩磨工艺制作成型的,在对管材进行珩磨的时候,砂条上的磨粒会以一定的压力、较低的速度对工件表面进行磨削、挤压和刮擦,使得砂条作旋转运动和上下往复运动,这样砂条上的磨粒就会在孔表面所形轨迹成为交叉而不重复的网纹。
与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,所以能得到较细表面粗糙度。为了提率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。 要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。
主要的还是外包层的运用,就是在珩磨管表面增设外包层,可以现浇成型,也可以采用喷涂法。同时外包层也可以用珍珠岩、石棉、石膏或石棉水泥、轻混凝土做成预制钢管,采用胶粘剂、钉子、螺栓固定在钢布局上,同样能提高珩磨管的防火性。
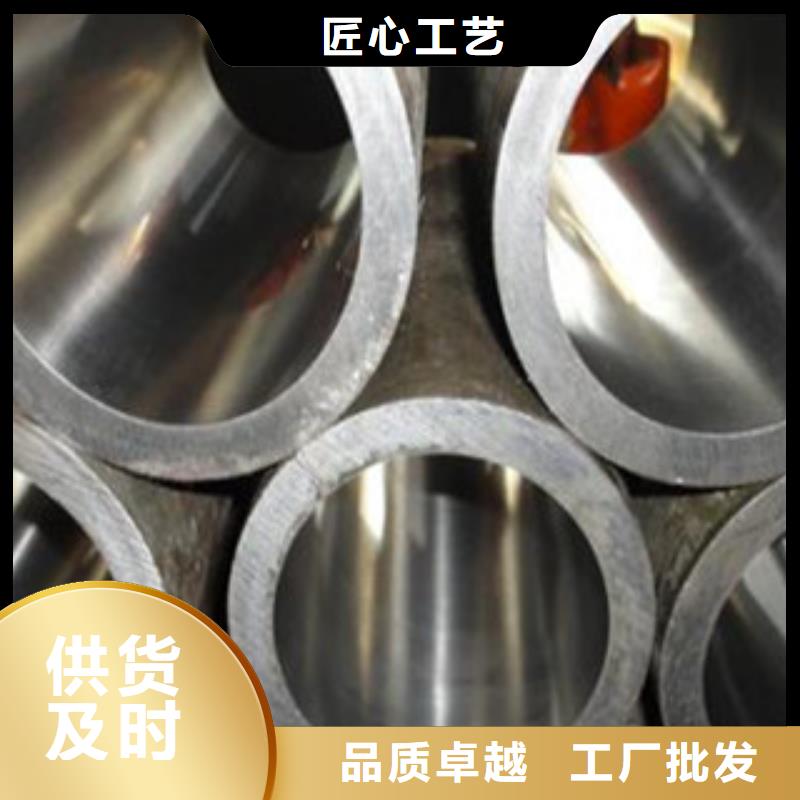
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。
一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。
1、 精密管质量保证首先从技术着手,从 精密管产品选型上满足用户要求,我们将提供技术成熟,并且经过实践检验运行稳定、性能可靠的 精密管产品;
2、严格制定 精密管工艺措施,严格执行,要求操作者按图纸标准要求和工艺文件进行自检,专职检验严格把关,不合格的 精密管产品杜绝出厂;
3、在安装期间派技术人员常驻现场,进行技术服务,指导安装质量,及时与甲方和监理公司部门沟通,发现问题及时解决;










